





Ремонт масляных шестерённых насосов





Ремонт масляных шестерённых насосов. Ремонт масляных шестерёнчатых насосов. Ремонт импортных шестеренчатых насосов НШ. Ремонт импортных масляных насосов. Ремонт импотных шестерных насосов. Ремонт насосов НШ в Украине. (097)056-05-93
Наше предприятие имеет возможность выполнить качаственный и быстрый ремонт шестеренчатых маслянных насосов НШ. Имеем огромный опыт работы в области ремонта импортных и отечественных шестеренчатых насосов, среди которых такие известные мировые брэнды как: Casappa, Vivolo, Sauer, Danfoss, Atos, Rexroth, Aber, Atos, Binotto, Hyva, Volvo, Bosch, Bucher, Calzoni, Caproni, Yuken, Voith, Vogel, Voac, Vivoil, Veljan, Vikers, Unwin Engineering, Uchida, Turolla, Truninger, Toyota, Daewoo, Toshiba, Toyooki Kogyo, Tokiwa, Sunfub, Tokimec, Sumitomo, Sundstrand, SinJin, Shimadzu, Schmidt, Shaanxi, Salami, Samsung, Sacmi-imola, Ronzio, Roquet, Rexnord, Robusch, Racine, RENE LEDUC, Permco, Poclain, Parker, PSM-Hydraulics, OMFB, Orsta, Mozion, Moog, Nachi, MARZOCCHI, Kubota, Kracht, KYB, Kazel, Kayaba, John Deere, Jinma Trator, Case, New Holland, Claas, Dominator, Challenger, Hydac, Hydraut, Haldex, Hansa, HPI, Galtech, Hagglunds Denison, Denison, Ekerle, Furnan, Eaton, Dynex Rivett, Dana, Duplomatic Oleodinamica, Contarini, Daikin, Commercial, Comer Industries и многие другие.

Масляные насосы, требующие ремонта, снимают с двигателей и в сборе направляют на мойку. Наружная мойка насосов проводится в моечных установках одновременно с другими подлежащими ремонту узлами и деталями.
После мойки масляные насосы испытывают на производительность, чтобы установить необходимость разборки, затем разбирают на детали, производят мойку, дефектовку и восстановление изношенных деталей, собирают насосы и испытывают их на специальном стенде.
Прежде чем приступить к описанию технологии разборки масляных насосов на детали, необходимо отметить следующее важное обстоятельство.
Падение давления масла в системе смазки двигателя не всегда определяется износом деталей масляного насоса.
При доброкачественном картерном масле и правильных показаниях манометра причинами падения давления масла в системе смазки могут быть:
1) увеличение зазоров в соединениях, к которым подается масло от насоса;
2) течь в маслоподводящих каналах;
3) нарушение регулировки пружин сливного и редукционного клапанов.
Поэтому снятый с двигателя масляный насос испытывают на производительность, выявляют и устраняют неисправности редукционного клапана и только после, этого определяют необходимость разборки и ремонта его. При этом руководствуются установленными техническими условиями, по которым допускается снижение производительности масляных насосов на 10—12% от номинальных значений.
—
Основные дефекты масляного насоса: износ деталей, увеличение зазора между шестернями и стенками корпуса и крышки насоса, что влечет за собой снижение подачи, а также потерю герметичности редукционного клапана. Поэтому после наружной мойки перед разборкой насос испытывают на специальном стенде на подачу и при необходимости устраняют неисправность, а также регулируют редукционный клапан. Если этим способом восстановить подачу насоса не удается, его ремонтируют следующим
Разбирают насос и детали промывают (вываривают) в ванне с горячим раствором препарата МС-8 или в расплаве солей. Затем детали дефектуют. Раскомплектовка годных шестерен и корпуса насоса не допускается.
Восстановление деталей насоса складывается из целого ряда операций.
Корпус насоса, изготовленный из серого чугуна СЧ 15-32, может иметь такие дефекты: трещины, изломы; коробление поверхности прилегания крышки; износ отверстий под штифты; срыв резьбы; износ втулок и отверстий под втулки; износ гнезд под шестерни.
При изломах и трещине, проходящей через одну из поверхностей отверстий под шестерню, вал или ось шестерен, а также при трещинах в корпусе предохранительного клапана корпус насоса выбраковывают.
Трещины заваривают биметаллическим электродом ОЗЧ-2, ПАНЧ-11, ЦЧ-ЗА или чугунным прутком марки Б с предварительным подогревом корпуса до температуры 600…700 °С.
Излом фланца или кронштейна крепления насоса к блоку устраняют также сваркой электродами ОЗЧ-2, ЦЧ-ЗА, ПАНЧ-11 или прутком чугуна марки Б с предварительным подогревом корпуса. На обработанных поверхностях сварочный шов зачищают заподлицо с поверхностью.
Коробление плоскости прилегания крышки насоса и других при-валочных плоскостей проверяют щупом на поверочной плите и устраняют протачиванием на токарном станке или фрезерованием.
Изношенные отверстия под штифты или под оси шестерни развертывают под увеличенный размер и-ставят вновь изготовленные штифты или оси.
Уплотнительную поверхность гнезда предохранительного клапана зачищают зенковкой, и клапан, выполненный в виде стакана, притирают к гнезду.
Изношенный шариковый клапан заменяют новым и пристукивают шарик к гнезду ударами молотка через наставку, чтобы улучшить прилегаемость.
Отверстия под втулки развертывают на увеличенный размер, а изношенные втулки заменяют новыми. Допускается изготовление чугунных втулок вместо бронзовых.
Гнезда под шестерни восстанавливают наплавкой электродами ОЗЧ-2 или чугунным прутком марки Б с предварительным подогревом детали и затем растачивают под нормальный размер. Можно также восстанавливать гнезда электролитическим цинкованием или железнением. ГОСНИТИ рекомендует восстанавливать гнезда составами на основе эпоксидных смол и в качестве наполнителя применять железный порошок. Состав наносят на стенки гнезд слоем толщиной 1…2 мм и прикатывают специальной раскаткой. После отверждения эпоксидного состава гнезда растачивают до нормального размера.
Крышка насоса, изготовленная тоже из серого чугуна, изнашивается по поверхности, соприкасающейся с торцами шестерен; возможны коробление этой поверхности и трещины на ней. Изношенную или покоробленную поверхность протачивают. Шероховатость рабочей поверхности должна быть не ниже 6-го класса, биение поверхности относительно отверстия под валик ведущей шестерни не более 0,06 мм. Если поверхность уже протачивали, ее наращивают капроном в псевдоожиженном слое и затем шлифуют на плоскошлифовальном станке.
При трещинах, изломах или износе до толщины, выходящей за допускаемые пределы, крышку выбраковывают.
Валик ведущей шестерни, изготовляемый обычно из стали 45 (поверхность соприкосновения с втулками и шлицы, если они есть, закалены нагревом Т.В.Ч. до твердости HRC 45…50), может иметь следующие дефекты: износ поверхности под втулки, износ шлицев или шпоночного паза, изгиб, трещины и излом.
Изношенную поверхность восстанавливают наращиванием вибродуговой наплавкой пружинной проволокой с применением охлаждающей жидкости, а также плазменной наплавкой или хромированием и затем обрабатывают под номинальный размер. Шероховатость обработанной поверхности должна быть не ниже 7-го класса, твердость не менее HRC 45 и биение не более 0,02 мм. Иногда нарощенную поверхность обрабатывают на увеличенный размер, а изношенные втулки развертывают под увеличенный размер. Изношенные шлицы наплавляют и фрезеруют на этом месте новые. Шпоночный паз фрезеруют под увеличенный размер шпонки или полностью заплавляют электродом Э50 и фрезеруют новый паз на другом месте под углом 90° или 180° по отношению к старому.
Шестерни выбраковывают при трещинах, изломах и выкрашивании зубьев, при износе зубьев по толщине и высоте, а также при износе шестерен по высоте до значений, выходящих за пределы Допускаемых техническими условиями.
Торцевые поверхности с задирами и царапинами на торцах шлифуют или притирают на плите шлифовальной шкуркой зернистостью 6…5. Биение торцов шестерен относительно оси отверстий Допускается не более 0,03 мм. При износе шестерен по высоте на такой же размер уменьшают глубину гнезд в корпусе шлифованием плоскости прилегания крышки.
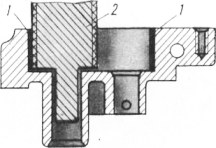
Сборка и испытание. Масляный насос собирают в определенной последовательности, примерно одинаковой для насосов двигателей разных марок. Для масла во втулке и шестерне совпали. Если изготавливали новую втулку, то после ее запрессовки сверлят отверстия для масла через отверстие в шестерне. Затем втулку по внутреннему диаметру подгоняют по оси шестерни и запрессовывают ось в корпус с натягом 0,015…0,065 мм. Устанавливают крышку на корпус насоса и одновременно развертывают втулки в корпусе и крышке под опорные поверхности валика ведущей шестерни. Снимают крышку, устанавливают в корпус валик с ведущей шестерней и надевают на ось ведомую шестерню. Зазор между торцевыми поверхностями шестерен и крышкой насоса (измеряют при помощи щупа и линейки) должен быть в пределах 0,025…0,150 мм, боковой зазор 2 между зубьями шестерен — 0,12…0,34 мм и радиальный зазор 3 между стенкой гнезд и вершинами зубьев — 0,12…0,20 мм. Затем закрепляют болтами крышку насоса и собирают предохранительный клапан. Под действием собственной массы клапан должен свободно перемещаться в канале и герметично закрывать уплотнительную поверхность гнезда.
//